
ラバーキャスト(ゴム型鋳造)

遠心鋳造機で、解けた錫合金(ピューター)を鋳込んでいる様子。 中央部から流し込みます。
ラバーキャスト
鋳型に円形のゴム型を使用し、回転させることにより遠心力を発生させ、型中央から注いだ合金を型隅々に流し込む製法です。
・金型を使うダイキャストに比べ初期投資を抑えることができます。
・数百から千個程度の量産に向きます。
・ゴム型のため逆テーパー形状などに容易に対応できます。
・ゴム型のため錫合金(ピューター)を使用します。
・当社製品に使用されるピューターは鉛フリーのハイメタル(錫の含有割合の高いもの)を使用していますので、鉛溶出の心配がありません。
亜鉛合金を鋳造することも可能です。ただ、ハイメタルに比べ鋳放ち面(製品のそのままの肌)、が荒れますので、注意が必要です。

ゴム型成型機
丸い型枠の下に見えるのが、成型時に生ゴムを圧縮するシリンダーです。
ゴム型成型機(バルカナイザー) によるゴム型の作成
{kind=link}
最初に、打ち合わせたデザインを元に原型を製作します。原型から鋳造型(ゴム型)を作る際に、高温高圧にさらされるため、金属(銀や真鍮)、や樹脂を材料にして製作されます。
ゴム型を使用するため、製品寸法が原型に比べ小さくなる縮みが発生します。そこで、原型製作から考慮して、3%程度大きく製作します。
原型の仕上がり具合がそのまま製品に転写されますので、非常に重要な工程です。ラバーキャストでは、通常一度に複数の製品を抜くので、原型を複製して量産用原型を作ります。
出来上がった原型を合成生ゴムで型を取ります。加圧・加熱することにより、ゴムを加硫させ弾性を持たせます。
型が出来上がると、溶融した金属が通る湯道やガス抜きをするためのゲートと呼ばれる溝を掘り込みます。
亜鉛合金用のゴム型は、合金の溶融温度が500℃になるため、シリコンゴムなどが用いられます。

るつぼの中に入れられた合金の地金
金属(錫合金)の溶融
鋳造に使用する錫合金(ピューター)は鉛フリーの合金で、錫含有割合の高いハイメタル(通称ハイメタ)と呼ばれる合金を使用しています。
地金を坩堝に投入して、ガスで加熱し溶融します。

ゴム型に細かい粉を薄くまぶして、溶けた金属が流れ易くします。

遠心鋳造機の全体像
ゴム型と遠心鋳造機
ゴム型は冷え切っていると、解けた金属が型の隅々まで回らないので、予め型を暖めます
型をブローしてごみを飛ばし、型をあわせて、遠心鋳造機にセットします。

遠心鋳造機の回転軸部分

ゴム型をセットし、その上から押さえのプレートでロックします。
プレートの中央部には穴が開いていて、ここから解けた金属が内部に流れ込みます。
ゴム型を高速回転させ遠心鋳造
遠心鋳造機の内部はいたってシンプル。
中央部のステージとプレートでゴム型を挟み込みしっかりと圧着させます。
周囲は、溶融金属が飛び散らないように、完全にカバーされています。
プレート中央部は穴が開いていて、装置上部より注ぎ込んだ溶融金属はこの穴を通って、ゴム型内部へ流れ込みます。
ゴム型は高速回転しているので、遠心力で周囲へ弾き飛ばされ、型の隅々へ鋳込まれます。
ゴム型を30秒から1分程度まわし続け、金属が冷えて固まるのを待ちます。
同じ製品でも断面でみると、細い部分も太い部分もあり、過不足なく安定して金属を流し込むには、高い技術力が要求されます。
型が温まりすぎると、製品表面に小さな気泡が出来てしまうので、いくつかの型をローテンションして作業を行うこともあります。

凝固した頃を見計らって型から取り出し、製品をはずします。
ゴム型から製品を取り出す
歯車のような円盤の先についている部分が、抜きあがった製品です。残った部分はるつぼに戻して溶かし、次の鋳造に使用します。
製品はこの後通常バレル研磨工程に入ります。

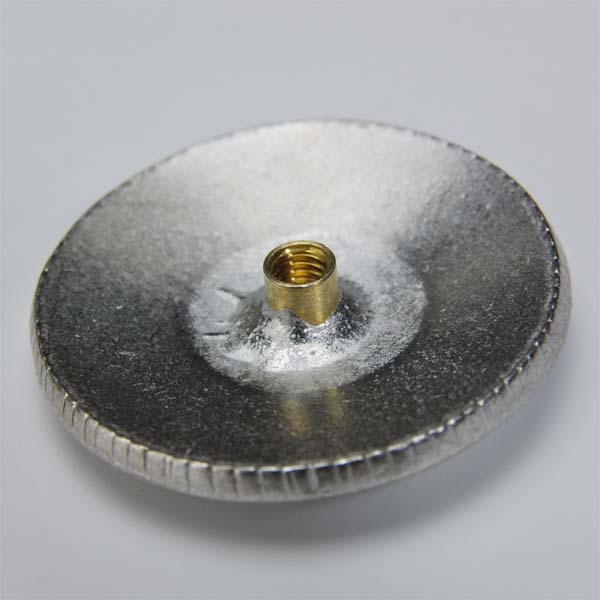
コンチョ表の模様

鋳造用のゴム型にネジを切ったパイプをあらかじめ装着し、
その後溶けた金属を型に
流し込みます。
このような方法をインサート
といい、後付けに比べ強固な
構造となります。
構造は生地の状態をご覧になると良くわかります。
{kind=link}

ボタンループを取り付ける凹みをあらかじめ型に付けておき、そこに半田付けをしてボタンループを取り付けました。
ラバー
キャスト
製品例
(有)STAZZ様の
「モダンパイレーツ」
直径約30mmの
コンチョです。
ハイメタを使用
しました。
裏はネジとボタンループタイプをおつくり頂きました。
この製品を使った商品が雑誌に紹介されました。